本文简要介绍了制药行业,特别是制剂方向的制药行业中洁净管道的法规要求,以及根据法规要求在管道系统设计的过程中应遵循的设计理念,如材质选择、连接方式及安装要求等。从设计源头来控制制剂生产过程中管道系统满足洁净生产的需求。
管道系统作为一个极为普遍的系统元素,广泛的存在于各个化工行业当中。但是在每个行业中又有其一定的特殊性和专一性,即使在制药行业也可再粗略的分为原料药管道和制剂管道两种性质管道。本文主要针对本公司的使用情况对制剂方向的管道特点进行简要介绍,特别会对“洁净”管道的特点进行描述。
法规要求
医药制剂领域相对于原料药领域,所要输送的介质相对比较常见,主要集中在软化水、纯化水、注射用水、纯蒸汽、工艺压缩空气等,但其中有些需要高温循环或低温循环,有些有较高压力,这些需要特别注意。
医药制剂行业中的管道要把“洁净质量”的概念放在重要的位置进行考虑,特别是对微生物的防止及控制。一定要严格遵守中国GMP(Good Manufacturing Practice)中对管道要求的相关规定。如果产品涉及出口产品,也要遵守美国(FDA)和欧盟GMP中的相关要求。下面是中国GMP对此的一些要求及描述:
-
“生产设备不得对药品有任何危害,与药品直接接触的生产设备表面应光洁、平整、易清洗或消毒、耐腐蚀,不得与药品发生化学反应或吸附药品,或向药品中释放物质而影响产品质量并造成危害。”
-
“各种管道、照明设施、风口和其它公用设施的设计和安装应避免出现不易清洁的部位,应尽可能在洁净区外部对其进行维护。”
-
“水处理设备及其输送系统的设计、安装和维护应能确保制药用水达到设定的质量标准。水处理设备的运行不得超出其设计能力。”
-
“纯化水、注射用水储罐和输送管道所用材料应无毒、耐腐蚀;储罐的通气口应安装不脱落纤维的疏水性除菌滤器;管道的设计和安装应避免死角、盲管。”
-
“纯化水、注射用水的制备、储存和分配应能防止微生物的滋生,如注射用水可采用70℃以上保温循环。”
上面的要求和描述,是对洁净管道要求的一个总原则,在设计之初一定要遵循这些原则,才能将制药系统洁净公用工程系统的生产处于可控范围中。下面将逐步简单介绍洁净管道的一些特点。
洁净管道、管件、阀门、垫片的材质选择
对应中国GMP要求:“生产设备不得对药品有任何危害,不得与药品发生化学反应或吸附药品,或向药品中释放物质而影响产品质量并造成危害。”在洁净管道材质选择上主要做如下考虑:
洁净管道管件、阀门的材质选择
一般来讲,洁净管道管件、阀门材质选择的空间不是很大,大多数情况下奥氏体不锈钢是用途最广泛的一种材质,可以用于各种制药行业。
在这些不锈钢组成当中,不同元素扮演着不同的角色。较低的含碳量可以更加利于氩弧焊接的进行,较高的镍铬含量可以更好预防腐蚀,较高的镍含量还可以提高不锈钢管道的延展性,一定含量的钼元素可以还可以进一步抵抗氯元素对管道的腐蚀。综合以上因素和成本的考虑,316L这种材质是最适合制药洁净管道的一种材质。此外,其他材料也是可以使用的,比如316、904L、316Ti等,但是都存在一定的局限性。
材质选择最主要的考虑因素是在防锈上。要尽量减少管道中锈出现的可能性。如果管道中将输送不能确定的流体,腐蚀测试是一种好办法,可帮助设计人员选择合适的材质。
在管道系统中还有管件、阀门、垫片等其他组成部分,其中管件及阀门因与管道选择一样的材质。一来可以拥有较好的抗腐蚀性,二来也可防止电化学腐蚀的产生。
连接密封部件选择
垫片作为洁净管道的重要连接密封部件,有EPDM、PTFE、FPM和硅胶等材质作为选择。选择的原则大多取决于温度、压力、和流体腐蚀度等。比如EPDM这种材质就很难长时间耐受100℃以上的工作环境,因此被更多地用于温度较低的系统,而在高温系统,尤其是蒸汽系统中则更倾向于与选用PTFE或硅胶垫片等耐热材质。
在实际生产过程中确实目睹了有的地方在洁净蒸汽管道系统中使用了不耐高温的EPDM材质垫片,而造成垫片老化破损从而污染管道的实例。因此在选择应用于高温系统的垫片时,尤其要注意这个问题。如果别无选择的话,一定要特别注意使用时间。根据经验, EPDM垫片用于药厂洁净蒸汽系统一般不超过1年是可以接受的。
洁净管道的连接方式
在洁净管道中,管道的连接方式十分重要,如果管道的连接会导致有死水的产生,这将在很大程度上违背GMP对洁净管道的要求。
焊接
洁净管道最好的连接方式是焊接,在设计施工过程中要尽量使用焊接的方式连接管道。洁净管道的焊接必须使用氩弧焊的方式,焊接过程要严格使用氩气保护起来。并在测试过程中检测氧气的含量,得以确保在焊接过程中不会被氧气在高温状态下氧化成铁的氧化物。
焊接管件采用的标准应统一,比如ASME BPE或DIN,以防止管件内部出现台阶。如果在有可能的情况下,尽可能使用自动焊机进行焊接作业,能够确保焊接的一致性,比如电极移动速度、焊接电流、脉冲等。一般自动焊口的检查要求为20%内窥镜检查。在有些情况下,自动焊机无法进行作业的时候,只能进行手工焊接,一般手工焊接之后要进行100%的内窥镜检查。
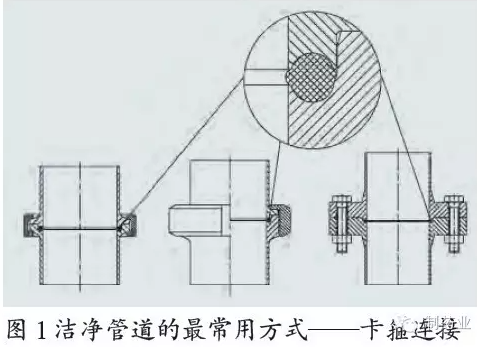
卡箍连接
这种连接形式广泛的用于医药制剂行业,见图1。通过垫片的密封将很大程度上避免死水产生的可能性,而且受力较为均匀,使用时间长,拆卸方便。对应需要频繁拆卸,及考虑检修需要时最经常使用的连接方式。
卫生结构法兰有时也会用于洁净管道的连接,一般用于4”以上的管道,但使用频率较低;螺纹连接则不用于洁净管道系统。

制药洁净管道系统的支路设计
在管道设计过程中,无法避免地会需要支路的产生,如果支路的阀门在关闭的情况下,那么在支路和主路之间就会形成一定的死水。在设计过程中,一定要尽量缩小这段距离,要使支路的阀门尽可能接近主路。
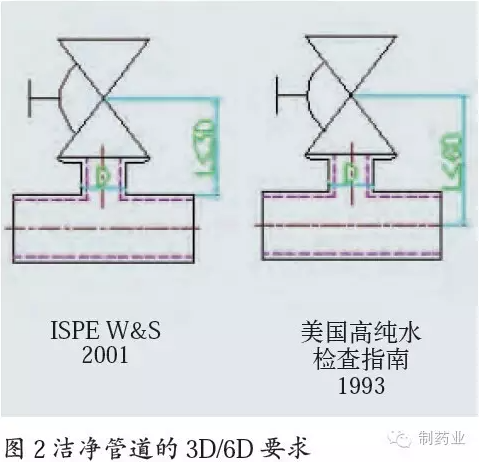
尽管各种关于支管设计的规定和提法甚至测量的方法不尽相同,但是目前所有提法都不是“法规”要求,而只是工程的建议和标准。目前比较正式的有:
-
2001年ISPE水和纯蒸汽基准指南的“从主管外壁开始测到支管盲端或阀门密封点的长度L≤3倍的支管直径D(3D)”;
-
2009年ASME BPE的由主管内壁到支管盲端或阀门密封点的长度L≤2倍的支管直径D;
-
1993年美国高纯水检查指南的由主管中心开始测到支管盲端或阀门密封点的长度L≤6倍的支管直径D(6D);
-
WHO的由主管外壁到支管盲端或阀门密封点的长度L≤1.5倍的支管直径D。
在日常的设计施工过程中,国内普遍采用ISPE的3D原则,6D原则也用于制药行业。但即便是未满足nD,只要是经验证对水质的影响不超限原则上也是可以接受的。
洁净管道的自排净要求
为了防止微生物滋生的风险,在制药洁净管道系统设计中,一定要注意在系统放空的状态下,保证系统里面的水或其他介质可以完全排放出系统。因此,在洁净管道系统中保持一定坡度是必要的工程规范。
在实际安装过程中涉及到多种不同的安装形式,分别采用不同的方法处理。
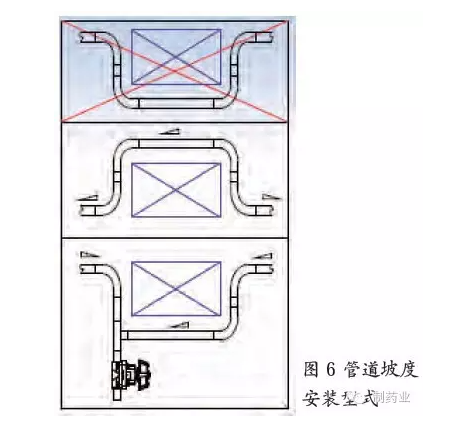
管道坡度安装型式
在设计过程中,一定要考虑系统尤其是水平管道的可排尽性。一般情况下,水平管道到设计排水点的坡度至少不小于0.5%。不同管道走向采用不同的坡度安装方式,目的是为了保证良好的自排净功能。图中给出了正确的安装方式和错误的安装方式。
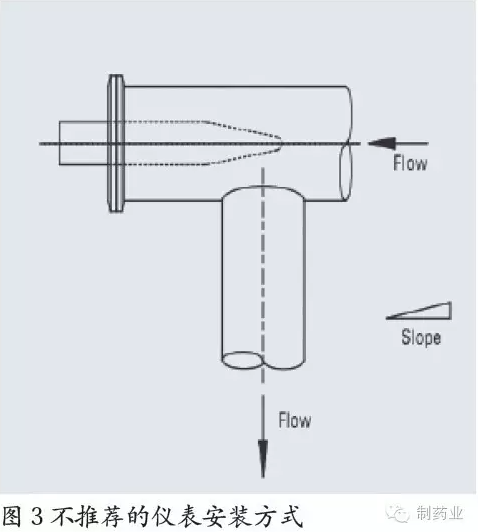
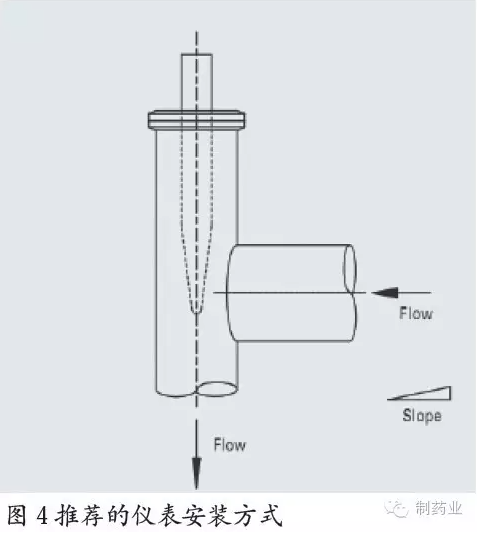
仪表的安装型式
同样,仪表在安装的过程中也应考虑系统的自排净功能,下图为推荐和不推荐的仪表安装方式。
图5所示的安装方式管道的自排净功能明显更好一些,但基于现场安装的限制,图4所示的安装有时也可以采用,只要经过验证,对水质不会造成影响也是可以接受的。
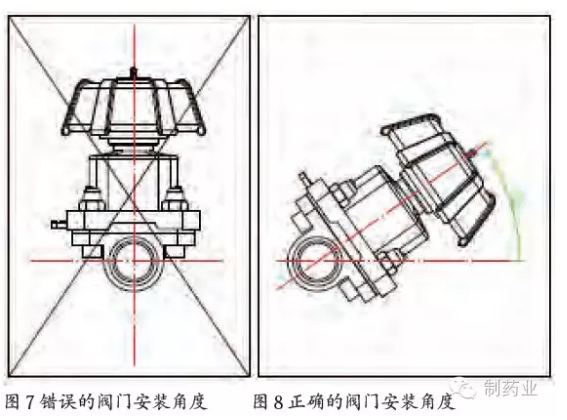
洁净管道的阀门选型及安装角度
在洁净管道系统中,阀门也有特殊的要求,要尽量避免死水产生。在众多阀门中,最常用的的是隔膜阀。由于其特殊的设计,管道内介质100%不会与垫片外其他管件接触,实现了良好的洁净环境,因此在制药行业中的应用最为广泛。
在隔膜阀的安装过程中同样要考虑到阀门的自排功能,也就是要保证一定阀门安装角度。
洁净管道的管道粗糙度
管道内部的粗糙度在制药用不锈管道中也扮演着十分重要的地位。首先如果管道内壁粗糙度很高,很有可能会在管道的凸凹处出现死水的现象。此凸凹处也因此很有可能成为细菌的栖息地,严重的话,可能会有生物膜的产生以致污染到产品或者制药用水。其次,不光滑的不锈钢管道内壁也很有可能导致管道内壁的腐蚀。因为管道内壁凸凹处静止的水中很有可能会有一定浓度的氯离子存在,氯离子的存在会跟不锈钢的铬元素发生反应。而这一反应会大大加速不锈钢的腐蚀,降低此处的不锈钢腐蚀电位。
在设计的过程中,需要确定相应的工艺以保证管道内壁的粗糙度。制药用水或者产品的管道接触表面必须采用冷轧、钝化、机械抛光或者电抛光工艺以确保管道内壁的粗糙度小于1.0um。
小结
以上简要介绍了制药行业洁净管道的一些特点。其中关于死水盲管的控制与检测、管道内壁粗糙度的严格要求等都是针对管道中微生物的控制。可以说微生物的控制和防止在洁净管道的设计建设过程中应该得到特别的重视和注意,这点是和其他行业相比,比较特殊的一点,任何的遗漏和疏忽都有可能导致最终的药品受到影响,因此要防微杜渐。
参考文献:
-
《制药用水系统》,化学工业出版社,何国强主编。
-
《制药用水质量管理技术》,中国医药科技出版社,李钧编著。